
振動診断
回転機器の異常を、振動を測定して評価します。センサーを用いて、駆動機により回転している機器の振動を、主に軸受のケーシングの剛性部にセンサーを取り付け測定します。変位、速度、加速度、3つのパラメータを収集し、振動を評価します。また、3つのパラメータ毎の測定波形をFFT解析(高速フーリエ変換)を行い、どの周波数が主に変化したかを特定し、振動増加の原因究明を行います。
ベアリングの場合、軸受の型式と回転数が特定できますと、ベアリングの損傷形態が特定できます。
装置について
・ポータブル振動計
携帯型の装置で、その瞬間の振動値、波形を記録できます。測定器単体のみで作業ができますので、現場の準備などが不要です。
・設置型振動収録装置
時間的に変動を伴っていたり、一定のタイミングで振動が増加している場合、設置型の装置を用いて、一定期間の収録を行い。時間的な振動の変化を評価します。
複数のセンサーで多重収録ができ、記録装置を用いて長期間の収録を行います。収録データは、後日解析を行います。
センサー、機器の設置の為、事前の準備が必要になります。
・加速度センサー
振動を収集するセンサーは圧電型の加速度センサーを使用します。
機器との接触は、ねじ、磁石、ニードルを用います。
■ねじ
長期間センサーを機器に設置する場合に用います。 一番確実に固定できる方法です。
■磁石
センサーの下に磁石を取り付け、磁力により機器に固定します。 機器側が磁性材料の必要があり、接触面の平滑さが必要です。設置によるばらつきが出にくい方法です。
■ニードル
機器側の表面状態にかかわらず接触できます。 センサーの保持が、手の押し付け力次第で、測定結果がばらつくことがあります。
用語について
3つのパラメータは、機器の状況に応じて評価します。
■変位 (μm で表します)
その振動の変位量(動いた幅)を表します。
変位の量(動きの大きさ)が問題となる場合に使用します。
■速度 (mm/s で表します)
その振動の動きの速さを表します
動きの大きさと、繰り返しの回数が問題となる場合に使用します。
■加速度 (m/s2 で表します)
その振動のこれからの変化量を表します。
衝撃力などの力の大きさが問題となる異常、軸受等、損傷による振動増加に使用します。
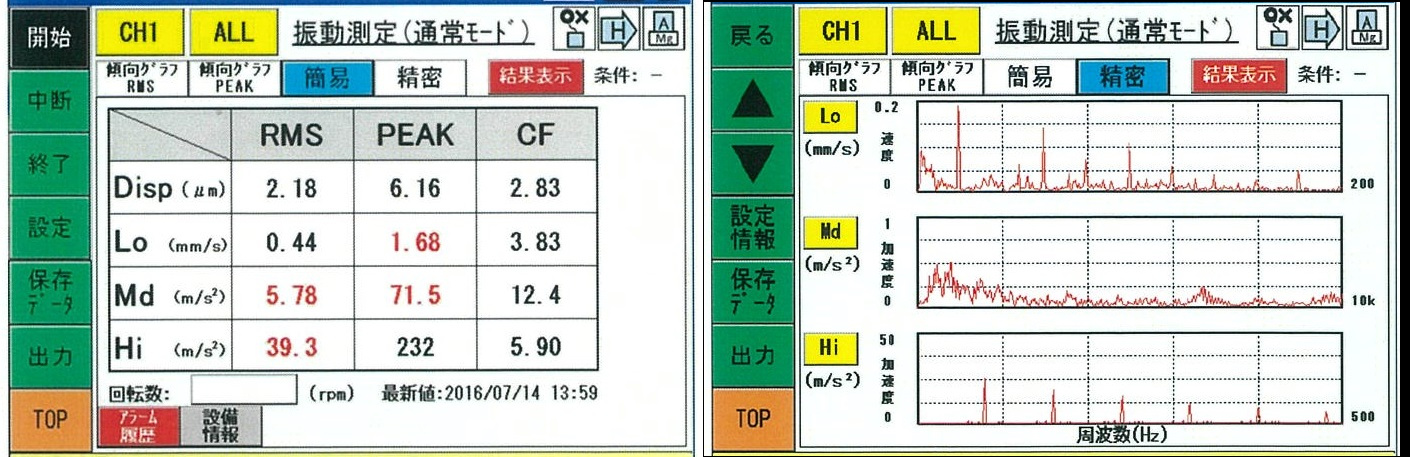
■PEAK値
一定の間の最大値
■RMS値
実行値とも言います。個々の値を二乗した上で二乗値の平均を計算し求めます。
■CF値 (クレストファクター)
波高率とも言います。PEAKとRMSの比。ベアリングの劣化判断に使用します。